


Correct Hose Length
Case packing and sealing in packaging lines depends on several components to run steadily and reliably. In order for a system to run continuously at all times, each piece of equipment needs to be concisely installed. The usual suspects of precision engineering on your case sealer adhesive systems are the pump, applicators and nozzles. Most line operators undervalue the importance of heated hose length in the overall operation and efficiency of the line.
Heated adhesive hoses get attached to the hot melt tank and run from the tank to the application gun, which is mounted on the packaging line itself. Heated hoses are typically attached to the tank with a straight connector, but can have both a 45 degree or 90 degree connection option, depending on where the tank is placed on the line. The applicator plug at the end of the hose is also sent out as a straight connection, but can be switched to a 90 degree plug if needed. There are typically two – four hoses used on each packaging line. With a two hose line, one hose will run up the line, across the top and down to the applicators. This hose transfers the adhesive that will seal the top of the carton and is mounted using straps. The second hose will typically run straight along the side of the packaging line to seal the bottom of the case. No matter how many hoses you run or how you mount them, it is very important to have the correct length hose.
Our technicians visit several packaging facilities each year, and their biggest take away is that most purchasing agents are ordering the wrong length hose. Typically, the hoses that we see are too long. They are either running extra length on the ground, which is a safety hazard, or there is excess hanging before the applicator connection, which can cause heating inconsistency issues. It is important to measure from the tank through the entire hose travel process, including mounting straps, before ordering. Universal Systems SE manufactures our ClearFlow™ line of heated hoses in 2 ft increments. So, if you measure 6 ft, order a 6 ft hose and if you measure 7 ft, order an 8ft hose. Make sure that you measure precisely! If need a hose longer than 24 ft, we can custom make you any length up to 50 ft.
To speak with a USSE representative about our ClearFlow™ hoses or to consult with a technician about the hose length you need, please call (800) 848-5018 or email sales@ussefl.com.
Hunting Down Old Adhesive Melter Parts
An interesting fact about the packaging industry that most people don’t realize, is that purchasing agents become avid internet hunters when it comes to finding parts for their old equipment. There are several resources out there, the largest being eBay, for purchasing agents to find and buy parts for their old adhesive melters. The problem is, when buying from a bid platform, you never know what you are going to get. If you are looking for an old part, for a melter that is more than 20 years old, the part you find online could either be used or the wrong part. Also, with most online bid platforms, you get what you get. There are no returns or exchanges for your actual part. And in most cases, you get what you pay for.
Universal Systems SE realizes how important it is to be an online resource of purchasing agents, which is why we have invested in becoming “searchable”. In the last couple of years, we have launched a new website, added more products, and increased the number of cross-reference IDs on our website. We have added pictures, spec sheets and custom contact forms to help purchasing agents get exactly what they need. We are also working on making sure that we show up in the search results when purchasing agents Google old part numbers or manufacturers.
The benefit of buying from USSE is that all of our equipment is new, in stock and you can talk with a technician to make sure it will fit with your current equipment. Another key aspect of working with USSE is our staff of knowledgeable engineers that have been around adhesive melters and packaging line equipment for over 40 years. If you have a question about your old melter, we are most likely the only company in the industry that can answer it.
To test out the knowledge of our technicians, give us a call at (800) 848-5018. We are certain we can get your old equipment back up and running in record time.
How Winter Weather Impacts Your Packaging Line
As we head into the New Year and the weather gets colder, you may be experiencing inconsistencies with the adhesives on your packaging lines. What most line operators and maintenance managers do not realize is that the location of your packaging line in the plant can play a large role in the dependability of your adhesive.
This time of year, we receive several troubleshooting calls regarding hot melt consistency, heated hose and gun temperature consistency and glue stringing. It is important to take the external environment into consideration when attempting the first step in troubleshooting some of these problems. One of the first questions to ask is: where is your packaging line located? For example, if it is at the end of the packaging process, which it most likely is, then it might be on the exterior wall of your plant. Or it might be near an external door or window. If it is on the outskirts of the plant facility, and you are located in a part of the United States that is cold in the winter, then the outside temperature could be impacting not only the viscosity of your glue, but the heating time of your glue and its adhesion ability.
Every time your line operator opens the fill door on the hot melt tank, the external air hits the existing glue and cools it off. Even if the lid on your tank is only open for a few minutes, that could impact not only the current glue in the tank reservoir, but the glue you are adding to the tank. Especially if you are adding in cold glue. If your glue pellets are colder than normal, it will take a longer amount of time to heat them. A solution to this issue would be to invest in an auto-fill hot melt application system. Universal Systems SE manufactures the ProBilt™ Phoenix Auto-Fill Application System. Not only will this system help in the winter months, it helps all year long by drastically reducing the number of times your line operator needs to add glue pellets.
Another important task would be to inspect your system setup for any cold joints. A cold joint would be any unnecessary extensions that you have added throughout the adhesive application process. Most cold joints are found on older machines that used larger sized extensions and filter housings. For example, the older gun filter assemblies had larger filter housings and longer extension joints, that are unnecessary and can inhibit the consistency of hot melt flow. The more cold joints on the system, the more inconsistent the glue will heat and stay heated throughout the entire application process.
If your main problem is glue stringing in the colder months, an easy solution would be to shorten the distance from the nozzle tip to the top of the box. Limiting the amount of time the glue has to travel in the air will help to lessen the problem of stringing, which can cause a weakened seal on the box.
For any further information on the ProBilt™ Phoenix Auto-Fill Application System, or to speak to a technician about any troubleshooting of your adhesive application system, please call Universal Systems SE at (800) 848-5018 or email sales@ussefl.com.
RTD Sensors
RTD Sensors (resistance temperature detectors) are used in hot melt packaging systems because of their precision in sensing and proportioning temperature. They consistently maintain a temperature control stability of +/- 1-degree Fahrenheit. With the ever-increasing price of adhesive, it is important that RTD sensors are used in all of Universal Systems’ hot melt hoses and glue applicators for steady adhesive application. When combined with USSE’s patented AccuScan™ solid-state control system, RTD sensors provide precise bead uniformity for all of our ProBilt™ applicators.
Since RTD sensors are so key to the adhesive application process, it is important to check them first whenever you notice glue inconsistencies. If you see that your glue bead is not sticking properly or getting clogged, it could be caused by inconsistent glue temperature. There are several causes of inconsistent glue temperature. For example, if your tank operators are opening the cover to add glue, that will cause a temperature change. RTDs control that process, by notifying the heater to turn on and run longer when those situations occur. If your RTD is weak, then the heater will not be able to maintain steady temperature. It is the easiest, most overlooked and one of the least expensive components in your application process, but is worth it’s weight in glue!
When it comes to understanding the components that make up your adhesive application system, we believe that knowledge is power. So, if you have any questions, or think that you may be having issues with your RTD sensor, do not hesitate to call Universal Systems at (800) 848-5018 to speak with one of our technicians. We can walk your line operator through testing RTD sensors and how to switch them out correctly and safely.
In-Line Gun Filters
There are a couple different types of filters that you need to change out regularly on your adhesive melter system. One is a tank filter, which we describe in a previous article: The Importance of Tank Filters. The second, is the in-line gun filter. This is the filter that goes between the hot melt gun applicator and heated hose. This is the last line of defense against char being transferred through the module and potentially clogging the nozzle.
There are a three different in-line filter assemblies that are available for your hot melt system: Straight, 45 Degree & 90 Degree. The first is a filter assembly with a straight connector from the gun to the hose. This straight fitting is used when guns line up directly with hoses, typically applying the glue straight out to onto the boxes. The other two filter assemblies offer a 45 degree and 90 degree fitting that allows you to connect the hose to the gun at an angle. These filter assemblies are mostly used on setups where the applicator guns are either above or below the packaging line.
Each filter assembly is available with 50 mesh, 100 mesh and 200 mesh filters. The replacement filters are sold separately in packs of 5 for easy installation so that you do not need to switch out the entire assembly. The filter is easily screwed into the top of the filter body as seen below. Please make sure that you lubricate the o-rings before installation to help you for future filter changes.



For more information on which in-line filter assembly is best for you, please call (561) 272-5442 or email sales@ussefl.com.
Line Operators: The First Line of Defense
Understanding hot melt tank systems is no simple task. It usually takes years of experience to learn how to effectively manage adhesive systems and keep your packaging line running efficiently and effectively. Universal Systems SE understands that new line operators come into work and might need help learning which items to replace and how to replace them the correct way. That is why we offer technical support to all of our ProBilt™ customers!
There are several maintenance tasks that we recommend be completed on a regular basis to keep your adhesive system free of char and debris, which is the number one culprit in bringing down a line. Below is an easy maintenance checklist that each line operator should have in hand.
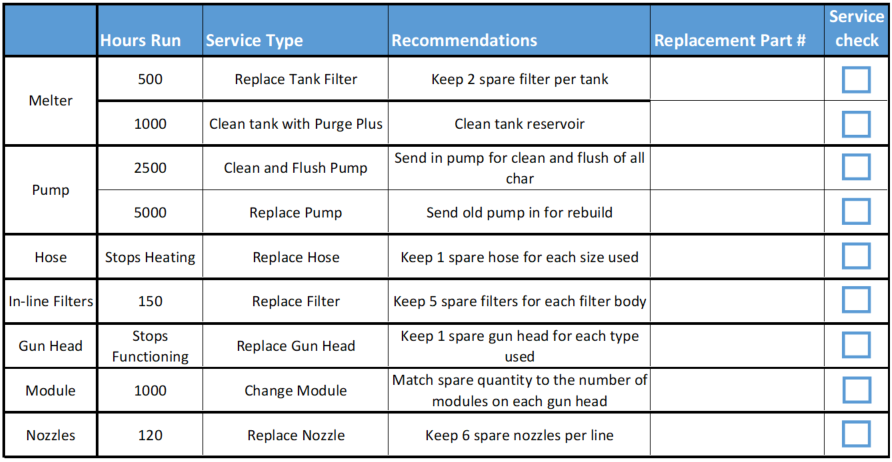
We recommend that you print this checklist out and give it to every shift that operates the packaging line. Keep in mind that changing out items such as gun heads, modules, filters and pumps all require you to clear the old lines and remove the air pressure before re-installation. Releasing the air pressure and removing all old adhesive will ensure that all seals stay intact and reduces the char transferred from the old to the new parts.
If you need help changing out parts or have questions about which items need to be changed regularly, please call (561) 272-5442 or email sales@ussefl.com.
Troubleshooting Tips for Packaging Line Issues
Since Universal Systems SE offers technical support for all of our customers, we get several calls per day with all different kinds of technical issues that line operators experience. Because many packaging lines run 24/7, without regular maintenance of key products there will always be issues after a certain period of time. As always, we recommend changing your filters, nozzles and modules when needed to eliminate any potential issues. However, there may be other parts on your packaging lines causing these issues.
For example, if you are experiencing a dripping or not fully functional module, it is most likely not an issue with the module itself. Especially since all products go through a vigorous quality control process before leaving our facility. Because the modules are air open and spring close, there are a few items to check before switching out the module. First, Universal Systems SE recommends that you check the solenoid valve. The solenoid valve is the air supply that runs into the applicator gun and fires the glue onto the box. If the solenoid valve fails, it will not generate air power to fully open the module. If the solenoid valve is weak, it will not fully exhaust all of the air out of the module, and the module piston will not seat properly, causing a drip. Another potential issue could be that char or debris has been transferred from the tank into the gun and has gotten stuck in the spring close. This piece of char, no matter how small it could be, can limit the spring from fully closing causing “dripping”. Spring tension on the gun module being set too low could also cause “dripping”, so make sure you try to adjust that before switching out modules. Finally, if the line operator has not gone through the correct steps to change out the module, the module could be compromised. The line operator needs to make sure that they lower the air pressure used on the tank before switching modules. If they do not, they could potentially send glue into the air chamber of the gun when removing the old module.
Another common technical issue is that the heated hoses are either not heating or not heating to the correct temperature. The first step is to check and ensure that the hose zone is not set to “off”. If it is, turn the hose zone to “on”. Then, you should check to make sure all connectors are securely tightened and the controller settings are correct. If all of those are working, you next need to check the ohms reading on the hose heater and hose RTD, and all of the board fuses. A USSE technical support representative can walk you through this check process and help identify the real issue.
For more information or if you need technical support not mentioned, please call (561) 272-5442 or email sales@ussefl.com
Piston Pump Troubleshooting
There are several things that can cause a piston pump to stop working. The most common reason is that it is clogged. Unfortunately, not all line operators take the time to close the lid on a glue tank. With a lot of carton dust in the air at any facility, this dust gets into the glue pot and melts in with the glue. When the pump shifter runs to pump the glue from the pot into the hose, that carton dust gathers around the pump which can cause it to seize. The simple solution to this is to make sure that all shift line operators are diligent about closing the tank covers, that’s why they are on there.
If carton dust is not your issue, and the pump fails, below are a few other possible causes and the corresponding solutions.
- Adhesive not sufficiently heated – check the tank temperature and required melt temperature of your adhesive and set accordingly.
- Inadequate or no input air to pump – increase the air pressure from the plant air supply and see if the pump will run.
- Dry running – when a tank drops below a certain adhesive level in the pot, the pump does not have enough glue to operate at full capacity. The glue that runs through the pump acts as a padding so that the shifter does not pound against the top and bottom of the pump itself. When that padding is less, the pounding shifter can cause damage to the magnets and create an issue with the shifter. The only solution to this is to get a new shifter and potentially invest in an auto fill on-demand system that fills the glue into the tank for you, leaving less pressure on the line operators to fill the pot.
- No Tank Screen or Clogged Tank Screen – the tank screen lives at the bottom of the tank and is the first line of defense against any foreign debris getting into the pump. Sometimes the tank screen gets removed or never cleaned. That can cause debris build up and seize your pump. It is easily cleaned by lifting out of the empty tank and then cleaning the tank with Purge Plus™.
- Clogged Tank Filter – the tank filter screws into the side of the tank and filters the glue after it leaves the tank. If the tank filter is clogged, then the adhesive will back up in the pump, causing the pump to seize.
- Pump solenoid is not on – if the tank is not within 35 degrees of the setpoint temperature on the control panel, the pump solenoid will not turn on. Check the setpoint temperature and make sure it is correct. If the setpoint temperature is correct and reading properly, then it might be a failed solenoid that needs to be replaced.
If you go through all of these troubleshooting steps and still have an issue with your pump, please call (561) 272-5442 or email sales@ussefl.com.
How to Prevent Your Glue from Stringing
One of the most common issues that many packaging line operators experience with their adhesive melter is stringing. Stringing is when the adhesive is applied to the box, but before the flaps are closed on the cartoner, the glue starts to dry and string like cotton candy floating through the air.
There are a couple of fixes for this issue. Whether you are using a straight, right angle or swirl pattern nozzle, try moving the applicator gun closer to the box flap where you are applying the adhesive. The stringing could be caused because it is travelling too far of a distance from the applicator gun to the box. The shock from hitting the cooler factory air could be causing it to lose viscosity and start drying before it even hits the box. Not only will that cause stringing, that might also compromise the integrity of the glue hold on your product packaging.
Another cause of stringing glue could be temperature. Every adhesive is different and each one might require a different melt temperature. In order to keep the adhesive a consistent viscosity, make sure that the temperature on your glue tank and applicator guns are set correctly per the adhesive requirements. If the adhesive is too viscous then you might need to increase the tank temperature or change to an adhesive with a lower viscosity. If your tank temperature is correct, but your guns are not hot enough, then the glue could start to cool while travelling from the tank to the applicator gun. In this scenario, you would see that the thickness of the glue as it leaves the nozzle. Some line operators might try fixing the issue by putting a larger diameter nozzle on the module, which could be a temporary fix, but the real issue could be the temperature setting on the gun. Simply increase the gun temperature as needed to ensure a smooth, consistent adhesive flow.
There could also be an issue with the adhesive you are using on your packaging line. Like many products, if the adhesive is too old, has been sitting for too long, or has been heated and cooled too many times, this could cause stringing. We recommend that you drain all old adhesive from your tank, clean the tank with a cleaner such as Purge Plus™, and refill with fresh adhesive.
Universal Systems SE recommends trying to correct stringing if it is happening to your packaging line. Some line operators may think it is not that big of an issue, or they might blame the adhesive manufacturers, when in fact it could be a simple and important fix.
For more information or technical support to help you better understand how to fix your stringing glue, please call Universal Systems SE at (561) 272-5442 or email sales@ussefl.com.
Not All Glue Melts Well Together
One of the most common customer service calls we receive has to do with adhesives that get mixed together and then create a mess inside the melter tank. It is important for any packaging line operator to understand that not all glue is made equal, which means they might not mix well together. Especially when operating at high heat with high demand.
Know Your Adhesive
There are two main types of adhesives that you could be using in your tank: ethylene-vinyl acetate (EVA) and polyolefin. EVA is a copolymer adhesive, most commonly used in the paper, packaging, and assembly industries, as they bond to a variety of cellulosic materials and have a wide range of formulation. Polyolefin is used mostly at low application temperatures and works best in spray or film form. The best thing to do is keep the adhesive information so that you do not accidentally order the wrong type of adhesive and mix them together. When EVA and PVA are mixed together and heated, they create a thick gelatin formulation that will destroy your melter pot. This is not something that can be cleaned out, even with the strongest of cleaners.
Clean & Purge Your Tank
It is imperative, whenever starting a new batch of adhesive to thoroughly purge and clean your tank, hoses and guns. Removing all remanence of previous adhesive build up. This will prevent any clogs or char from filtering through your adhesive system and causing any unnecessary adhesive mixing. Universal Systems offers a cleaner called Purge Plus™ that, when heated to the correct temperature within your tank, will remove all of the old adhesive and char.
For more information on Universal Systems SE or our Purge Plus™ cleaner, please contact us at (800) 848-5018 or email us at sales@ussefl.com.