


Zero Cavity Modules and What They Are Used For
There are several different set ups available for your hot melt application. That’s because not all industries use glue application for the same reason. The most common form of hot glue application is standard case packers for mass production high speed packaging. Typically, those lines use standard H200 modules. However, glue application is used to seal other, more specific products. For example, swirl pattern modules are used for glue application on feminine hygiene products, diapers and also for sealing air filters. This blog is going to specifically explain zero cavity modules and what industries use them and why.
Zero cavity modules have a very specific look, with a nozzle head attachment rather than a screw on nozzle. They also come with an E-Z Micro Adjust attachment to manage precision glue application. This nozzle & micro-adjust feature is custom manufactured for precise glue placement on smaller boxes, such as crayon boxes or pharmaceutical products. This unique technology allows for line operators to place a small amount of glue on a small, predetermined location without creating any stringing. Typically, because of this precise requirement, most zero cavity modules are made with either a .008 or a .012 diameter orifice, so that there can never be too much glue applied.
Because zero cavities have a matched piston needle and seat, when they finally wear out, most manufacturers require customers to replace the entire module. Universal Systems does not. We manufacture a rebuild kit specifically for zero cavity modules for a fraction of the price of replacing an entire module. Check out our rebuild kits here: https://www.ussefl.com/products/hot-melt-modules/module-rebuild-kits/.
Not many hot melt application manufacturers offer zero-cavity modules. Luckily, here at Universal Systems we have been manufacturing this specific module for over 25 years. If you would like to learn more about zero cavity modules or get a price quote, please reach out to sales@ussefl.com or call (561) 272-5442.
How to Keep Old Melters Operable
Do you have an old series 2300 or 3000 melter that you are still using but need to find parts for? If you do, your packaging line is running a melter that is 15 – 20 years old. That means that your line operators are maintaining your packaging lines well and spending money in the right areas to keep efficiency and durability a priority. With that said, not everything will last forever. While you can probably keep the control panels of the 2300 or 3000 melter, some of the internal and exterior parts may need to be replaced. The reality is that Nordson® no longer supports these tanks. However, Universal Systems SE does. Universal Systems SE manufactures pumps, filters, hoses, guns, modules and nozzles that are compatible with your old melters.
Pneumatic Pumps
The first thing to go on your old melter, will most likely be your pump. Once that stops working, it will become very clear that your OEM no longer manufactures replacements for that part. So now you have to decide between purchasing a new melter from them for $15,000+, or trying to replace your pump. Universal Systems SE manufactures new series 2300 and 3000 pumps for a fraction of the price of a new Nordson® melter. Check out our full line of pneumatic pumps.
Actuator
If you have experience with rebuilding pumps, Universal Systems also manufactures the pump shifter and fork for the ProBilt™ series 2300 and 3000 pumps. This is another item you will not be able to find with the OEM because it has been discontinued.
Tank Filters
Since your series 2300 or 3000 melters have been operating on the line for so many years, your line operators probably change out the tank filters frequently. As the years have gone by, you may find it more difficult to find reasonably priced, or readily available tank filters. Universal Systems manufactures the tank filter assemblies, filter cores and filter screens to fit your series 2300 and 3000 melters.
Same Footprint
If you have gone through all of the steps to fix the problem with your old melter and find out that it is the control panel, which has been discontinued, Universal Systems SE has a solution for that as well. Our ProBilt™ melters have the same footprint and dimensions as your current series 2300 or 3000 melter. That means that your NEW ProBilt™ melter, that comes with a 10-year heater warranty, will fit right in where your old melter comes out.
For more information or to contact a technician that can help you troubleshoot issues with your old melter, call (561) 272-5442 or email sales@ussefl.com.
In-Line Gun Filters
There are a couple different types of filters that you need to change out regularly on your adhesive melter system. One is a tank filter, which we describe in a previous article: The Importance of Tank Filters. The second, is the in-line gun filter. This is the filter that goes between the hot melt gun applicator and heated hose. This is the last line of defense against char being transferred through the module and potentially clogging the nozzle.
There are a three different in-line filter assemblies that are available for your hot melt system: Straight, 45 Degree & 90 Degree. The first is a filter assembly with a straight connector from the gun to the hose. This straight fitting is used when guns line up directly with hoses, typically applying the glue straight out to onto the boxes. The other two filter assemblies offer a 45 degree and 90 degree fitting that allows you to connect the hose to the gun at an angle. These filter assemblies are mostly used on setups where the applicator guns are either above or below the packaging line.
Each filter assembly is available with 50 mesh, 100 mesh and 200 mesh filters. The replacement filters are sold separately in packs of 5 for easy installation so that you do not need to switch out the entire assembly. The filter is easily screwed into the top of the filter body as seen below. Please make sure that you lubricate the o-rings before installation to help you for future filter changes.



For more information on which in-line filter assembly is best for you, please call (561) 272-5442 or email sales@ussefl.com.
Line Operators: The First Line of Defense
Understanding hot melt tank systems is no simple task. It usually takes years of experience to learn how to effectively manage adhesive systems and keep your packaging line running efficiently and effectively. Universal Systems SE understands that new line operators come into work and might need help learning which items to replace and how to replace them the correct way. That is why we offer technical support to all of our ProBilt™ customers!
There are several maintenance tasks that we recommend be completed on a regular basis to keep your adhesive system free of char and debris, which is the number one culprit in bringing down a line. Below is an easy maintenance checklist that each line operator should have in hand.
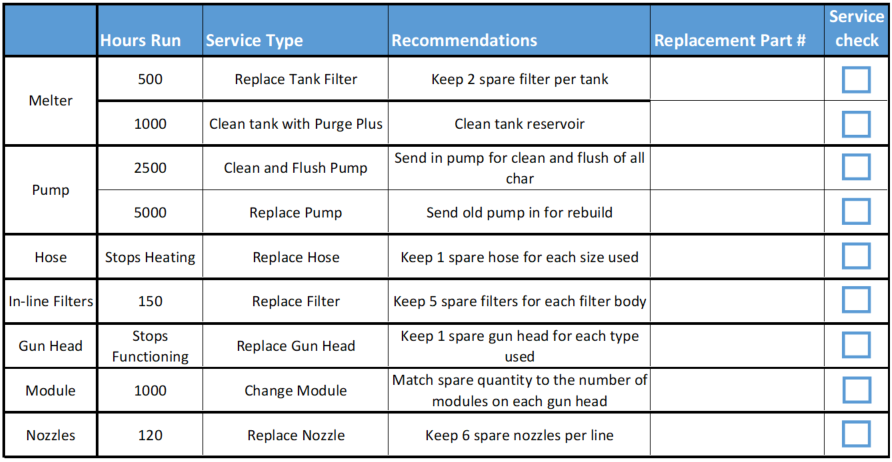
We recommend that you print this checklist out and give it to every shift that operates the packaging line. Keep in mind that changing out items such as gun heads, modules, filters and pumps all require you to clear the old lines and remove the air pressure before re-installation. Releasing the air pressure and removing all old adhesive will ensure that all seals stay intact and reduces the char transferred from the old to the new parts.
If you need help changing out parts or have questions about which items need to be changed regularly, please call (561) 272-5442 or email sales@ussefl.com.
Piston Pump Troubleshooting
There are several things that can cause a piston pump to stop working. The most common reason is that it is clogged. Unfortunately, not all line operators take the time to close the lid on a glue tank. With a lot of carton dust in the air at any facility, this dust gets into the glue pot and melts in with the glue. When the pump shifter runs to pump the glue from the pot into the hose, that carton dust gathers around the pump which can cause it to seize. The simple solution to this is to make sure that all shift line operators are diligent about closing the tank covers, that’s why they are on there.
If carton dust is not your issue, and the pump fails, below are a few other possible causes and the corresponding solutions.
- Adhesive not sufficiently heated – check the tank temperature and required melt temperature of your adhesive and set accordingly.
- Inadequate or no input air to pump – increase the air pressure from the plant air supply and see if the pump will run.
- Dry running – when a tank drops below a certain adhesive level in the pot, the pump does not have enough glue to operate at full capacity. The glue that runs through the pump acts as a padding so that the shifter does not pound against the top and bottom of the pump itself. When that padding is less, the pounding shifter can cause damage to the magnets and create an issue with the shifter. The only solution to this is to get a new shifter and potentially invest in an auto fill on-demand system that fills the glue into the tank for you, leaving less pressure on the line operators to fill the pot.
- No Tank Screen or Clogged Tank Screen – the tank screen lives at the bottom of the tank and is the first line of defense against any foreign debris getting into the pump. Sometimes the tank screen gets removed or never cleaned. That can cause debris build up and seize your pump. It is easily cleaned by lifting out of the empty tank and then cleaning the tank with Purge Plus™.
- Clogged Tank Filter – the tank filter screws into the side of the tank and filters the glue after it leaves the tank. If the tank filter is clogged, then the adhesive will back up in the pump, causing the pump to seize.
- Pump solenoid is not on – if the tank is not within 35 degrees of the setpoint temperature on the control panel, the pump solenoid will not turn on. Check the setpoint temperature and make sure it is correct. If the setpoint temperature is correct and reading properly, then it might be a failed solenoid that needs to be replaced.
If you go through all of these troubleshooting steps and still have an issue with your pump, please call (561) 272-5442 or email sales@ussefl.com.
How to Prevent Your Glue from Stringing
One of the most common issues that many packaging line operators experience with their adhesive melter is stringing. Stringing is when the adhesive is applied to the box, but before the flaps are closed on the cartoner, the glue starts to dry and string like cotton candy floating through the air.
There are a couple of fixes for this issue. Whether you are using a straight, right angle or swirl pattern nozzle, try moving the applicator gun closer to the box flap where you are applying the adhesive. The stringing could be caused because it is travelling too far of a distance from the applicator gun to the box. The shock from hitting the cooler factory air could be causing it to lose viscosity and start drying before it even hits the box. Not only will that cause stringing, that might also compromise the integrity of the glue hold on your product packaging.
Another cause of stringing glue could be temperature. Every adhesive is different and each one might require a different melt temperature. In order to keep the adhesive a consistent viscosity, make sure that the temperature on your glue tank and applicator guns are set correctly per the adhesive requirements. If the adhesive is too viscous then you might need to increase the tank temperature or change to an adhesive with a lower viscosity. If your tank temperature is correct, but your guns are not hot enough, then the glue could start to cool while travelling from the tank to the applicator gun. In this scenario, you would see that the thickness of the glue as it leaves the nozzle. Some line operators might try fixing the issue by putting a larger diameter nozzle on the module, which could be a temporary fix, but the real issue could be the temperature setting on the gun. Simply increase the gun temperature as needed to ensure a smooth, consistent adhesive flow.
There could also be an issue with the adhesive you are using on your packaging line. Like many products, if the adhesive is too old, has been sitting for too long, or has been heated and cooled too many times, this could cause stringing. We recommend that you drain all old adhesive from your tank, clean the tank with a cleaner such as Purge Plus™, and refill with fresh adhesive.
Universal Systems SE recommends trying to correct stringing if it is happening to your packaging line. Some line operators may think it is not that big of an issue, or they might blame the adhesive manufacturers, when in fact it could be a simple and important fix.
For more information or technical support to help you better understand how to fix your stringing glue, please call Universal Systems SE at (561) 272-5442 or email sales@ussefl.com.
The Importance of Tank Filters
There are two types of filters used in hot melt systems. The first, and most popular are the inline filters that go between the hose and the gun. These filters help reduce the transfer of char from the hose into the gun applicator. However, there is another type of filter that is just as important, and commonly overlooked. Your system’s tank filter.
Unlike an inline gun filter, that will come with either a straight, 45 degree or 90 degree filter body that houses a small inline mesh filter and mounts to your applicator gun, the tank filter is simply a long round cylinder that fits inside your tank itself. The tank filter’s job is to filter the glue out of the tank into the hose, reducing any burnt or charred old adhesive in the tank from clogging up your hoses.
Universal Systems SE recommends that you check and replace your tank filter every 500 hours. In order to check the filter, you can locate it in the lower right-hand side of your system tank. You may not need to replace the entire filter, so first check the screen. Below is an example of what the entire tank filter assembly will look like, compared to only the screen.
TANK FILTER ASSEMBLY TANK FILTER SCREEN


For more information on tank or inline filters, please contact sales@ussefl.com or call (800) 848-5018. Our Universal Systems SE technicians are here to help!
Preventative Tips to NOT Char Your Glue
One of the most dangerous, yet inevitable, occurrences running hot melt systems in your packaging lines is char. Universal Systems SE has updated technology running in our ClearFlow™ hoses that reduces char, however the main char that runs through the hoses comes from the tank itself. Once your tank is infested with char, no matter how efficiently your hoses and guns run, there is always the potential to transfer this char onto your packages. You also run the risk of char clogging your nozzles and modules, which can back up through your guns and kill your pumps. Our Universal Systems SE technicians have seen it all. That is why we have created a list of preventative tips that each line operator should follow to effectively reduce char and keep your ProBilt® system running at top capacity.
Preventative Maintenance
Universal Systems Se recommends a complete hot melt system cleaning at least twice a year using our Purge Plus™ system cleaner.
Contaminated Adhesive
Hot melt adhesive should always be stored in a strong container such as a heavy-duty plastic waste container. Do not set boxes or open bags of adhesive on the floor or on the top of the container. The container should be labeled “Adhesive Only” and include your adhesive part number.
Low Quality Adhesive
With hot melt adhesives, higher price usually means higher quality, the opposite is also true. Adhesive manufacturing is a highly un-regulated industry and many companies use low cost waxes and fillers in their products to reduce cost. These products tend to burn quickly. Due to the fillers and heavy waxes, low cost adhesives can greatly reduce your adhesive mileage whereas high quality adhesives are lighter and have a lower specific gravity. The bottom line is a higher dollar per pound does not necessarily translate to higher packaging costs. We also recommend that you do not mix old adhesives with new brand adhesives. Please read our past blog to help you understand why.
Old Equipment
Hot melt systems are not cheap, so most of the ones in operation today have been on their packaging lines for 10 – 20 years, whether they are running properly or not. That means that most likely, these older machines have char built up in their tanks. It may be time to evaluate the performance and efficiency of your aging equipment and trade up to a new ProBilt®.
To get the latest pricing on ClearFlow™ hoses, Purge Plus™ system cleaner or ProBilt® adhesive melters, please email sales@ussefl.com. If you are experiencing issues with char, please feel free to call one of our technicians at (800) 848-5018 and we would be happy to help you.
Top 10 Tips for Maintaining Your Hot Melt Machine
Hot melt machines are an important investment into the efficiency of your packaging line. Just like any important investment, you want to make sure that you are maintaining your hot melt machines to limit downtime and minimize expenses.
Below are the top 10 maintenance recommendations to ensure you get the most out of your Universal Systems machine.
1) Replace Melter Filter after 500 Hours
2) Clean Melter Tank with Purge Plus™ after 1,000 Hours
3) Clean and Flush Pump after 2,500 Hours
4) Replace Pump after 5,000 Hours
5) Replace Hose only when it stops heating
6) Replace In-Line Filters after 150 Hours
7) Replace Gun Head only when it stops heating
8) Change Module Every 1,000 Hours
9) Replace Nozzle Every 120 Hours
10) Depending on how many lines you are running, make sure you keep enough spares of each in stock.
Universal Systems SE stocks all of the above and can ship almost anything same day. For more information on how to operate your hot melt systems or perform maintenance on your system, please check out our YouTube channel.
For pricing on any items, please reach out to one of our sales representatives at sales@ussefl.com or feel free to call our corporate office at 1-800-848-5018.
Why Should You Clean Your Melter Filter
First and foremost, your melter adhesive filter should be flushed once a day. Cleaning your melter filter can be dangerous so always remember to wear safety glasses and heavy duty gloves. This will help to prevent any injuries that might be caused by splashing hot melt adhesive during the flushing process.
The first thing you must do is heat your system to its operating temperature. This is very important to prevent damage to the filter screen. Next, you will need to reduce your pump air pressure to zero at the air regulator. Then, you must relieve the system pressure by triggering any and all guns. This will now relieve trapped hydraulic pressure. After all system pressure is released, you can open the manifold drain valve. Using a screwdriver, open the valve over an open container. You then want to slightly increase pump pressure until a steady flow of adhesive comes from the drain. Continue to allow material to flow until it appears clean and free from any foreign matter. Once the adhesive appears to be clear, shut off the air pressure to the pump and close the manifold drain valve. You now have successfully cleaned your melter filter.
The importance of a clean filter when operating your melter system is imperative to running a high-quality machine. Many people wonder if they should clean their filters or if they should buy new. The easiest way to tell if your filter should be replaced is if you have used it for longer than 200 hours. Every high-quality filter, even when cleaned daily, will only last up to 200 hours of operating time.
If you do need to replace your filter please follow the below steps.
- Heat the system to operating temperature.
- Reduce your pump air pressure to zero and trigger all guns to relieve trapped hydraulic pressure.
- Loosen the filter with a socket type wrench.
- Wearing Kevlar gloves, carefully pull the filter assembly out of the manifold.
- Remove the screw in the back of the filter assembly and discard the filter screen.
- Replace the filter screen and reinstall screw.
- Inspect o-rings for damage and replace if necessary.
- Slide the filter assembly back into the manifold and tighten until it seats.
Make sure that you purge the manifold by opening the drain valve and increasing the pump air pressure slightly until a steady flow of hot melt is released from the drain. Close the drain valve and your machine is ready to operate with your new filter.
To order replacement tank filters please reach out to Universal Systems SE at sales@ussefl.com or call us at (561) 272-5442.