


How to Obtain Maximum Adhesion on Your Packaging Line
As we return back to work from the shut down earlier this year, facilities may be experiencing several new situations or issues that they have either never dealt with before, or maybe they are new to the industry and need help with understanding how best to operate a high-speed packaging line. We are hearing from a lot of our customers, both old and new, that good adhesion has become a problem. Even though we are moving into the summer and the weather is no longer a potential cause of adhesion issues, there are a few other checklist items that you can walk through to help correct any lack of adhesion.
The first thing to check is the distance of your application gun and nozzle tip to the container or carton you are trying to glue together. If there is too much distance between the tip and the box, the glue could be cooling mid-air, not allowing the cartoner to get full adhesion when moving the box to the folding stage. This solution could be a simple mounting adjustment to lessen the space between the nozzle tip and the box.
Another item to review is the viscosity and melt rate of the glue you are using. It is imperative to educate your line operators on the glue specifications to make sure they are heating it to the correct temperature. On the flip side of that, make sure they are not over-heating it and making the glue too thin, creating a longer open time for the adhesive. Knowing the specifications of your glue will also help you to regulate the amount of glue you are using on your applications, hopefully keeping your operating budget down.
In addition to the above listed items, we also highly recommend regular maintenance on your hot melt system to limit the amount of char building up in the tank. Performing regular maintenance such as changing out tank filters, in-line filters and cleaning out the tank quarterly, will lessen the effects of char through the line. If you do have a lot of char build up, that can and will transfer through the system and onto the box. Too much char mixed in with your glue can be causing adhesion issues. Once the glue dries and hardens around the char, the char can separate from the box.
If you are experiencing any adhesion issues or have any other troubleshooting questions that you would like to review with a technician, please call Universal Systems SE at (561) 272-5442 or email tech@ussefl.com.
Starting Back Up After a Pandemic
This is most definitely a new reality that we are all facing. Never before have so many companies had to shut down several, if not all, of their packaging lines because of a global pandemic. However, it was a scary and necessary measure taken to prevent further outbreaks of COVID-19. Now, as we slowly start to reopen as a nation, so does our packaging facilities. State by state, Governors are rolling out the reopening phases that each company, both essential and non-essential must follow.
With the reopening happening, that may mean you are going to run into a few speed bumps. As we all know, machines that typically run seven days a week, don’t like being shut down for three months. Especially if they are not shut down and cleaned out properly before they sat around idle. So, when you switch the power button back to “ON”, everything might not turn green.
In an effort to help with troubleshooting, we have put together a quick list of potential fixes.
1. CLEAN YOUR TANK. We cannot stress this enough. Even if your team drained the glue in the tank reservoir before shut down, there will still be old residue that will impact your restart. Cleaning your tank is fairly simple. First, make sure to detach all guns from the hoses before running the cleaner through. Utilizing our Purge Plus cleaner, fill the tank reservoir and heat. Place the end of the hose inside a bucket and flush the cleaner through the tank and out through the hose.
2. CHANGE ALL FILTERS. This includes both the tank filter and in-line gun filter. Starting with new fresh filters is the smart way to go.
3. NOZZLES MIGHT GET CLOGGED UPON INITIAL RESTART. Nozzles have small orifices that dispense the glue onto packages. If there is any left-over char in the tank from restart, the nozzles could get clogged up first. Try switching the nozzle to see if that fixes the issue.
4. REBUILD KITS. There are a few items that can be rebuilt on your adhesive melter system. For example, your pump. If you think that your seals have dried up from sitting idle through the down time, and you have a skilled mechanic trained to work on the equipment, try ordering a rebuild kit. This will save you money on purchasing a new pump.
If you experience any other issues during your restart, please call us directly at (561) 272-5442 and a technician will walk you through troubleshooting any issue. Stay Safe!
The Importance of Air Quality in Packaging
Air quality is important in all aspects of life, but for some reason usually overlooked in packaging lines. Almost all hot melt application equipment will require air to operate, especially if they are pneumatic. Universal Systems’ line of ProBilt™ hot melt equipment utilizes air in several different points of operation. The pneumatic pumps require air in order to shift the actuator and pump the glue through the system. Also, modules require air to open the piston and, in some cases, even to close the piston. Of the two operations in your hot melt application process that require air, it is most important for the pump to receive clean air.
Universal Systems pneumatic pumps are manufactured with extreme precision and delicacy. The most important part of the pump is the actuator, otherwise known as the shifter. The shifter’s main components are the spool and sleeve, which is how the shifter “shifts”. The spool and sleeve are machined in pairs, hand measured, calibrated, cleaned and assembled. The shifter is attached to the side of the pump. If you have a ProBilt™ tank and pump, take a look at the label on the side of the shifter. It reads: “The air supplied to the pump should be dry, filtered and non-lubricated.” If the air supplied to the pump, that goes through the shifter, is lubricated, your shifter will seize over time. The reason is that the oil in the air will build up in the millimeters of space between the shifter spool and sleeve, not allowing it to smoothly shift. If you do have unfiltered air running to your hot melt pump, we sell a ¼ NPT filter regulator that you can attached to the air lines and filter the air before it goes into the pump. Check it out on our website here.
If you have any questions regarding your pneumatic pump or modules, please call us at (561) 272-5442 and one of Universal Systems’ technicians will be happy to help. You can also email sales@ussefl.com.
Keep Your Melter Clean
Keeping your hot melt adhesive system clean may seem like an impossible task. Take a look at your melter now, it is probably bronzed and blackened with old melted glue. Well guess what…that is what travels through your application system and onto your boxes. Also, do you see all of the little bits of blackened glue? That is called char, and it is a big problem for your equipment. Even though your melter looks like this now, it is possible to keep it clean “ish”. Now, this melter runs in a packaging line, most likely 8 – 12 hours per day, every day, so there is no way that tit is going to stay pristine or even look clean after its first use. However, there are a few tricks of the trade to keep your melter looking good and running even better for decades to come.
Universal Systems SE sells a product called Purge Plus™ that, when used properly, will clean almost any melter. The directions for use are simple:
- Drain all hot melt from tank reservoir
- Fill reservoir with Purge Plus™
- Heat Purge Plus to 350°F – 375°F for approximately 45 minutes
- Open tank drain valve and remove tank filter assembly
- Slowly start pump and run Purge Plus™ through the tank manifold and into a meal container until reservoir is empty
- Stop pump, replace filter assembly and close drain valve
- Carefully wipe any remaining contaminants from tank reservoir
- Add new hot melt and recirculate through system
- Drain one cup from each hose
In addition to cleaning the tank reservoir and heated hot melt hoses, if you are running a ProBilt™ series melter, the exterior is manufactured out of 316 grade stainless steel. So, any stainless steel cleaner will shine the exterior of the tank.
For any additional questions about Purge Plus or how to properly clean your tank and hoses, please call a Universal Systems service technician at (561) 272-5442 or email tech@ussefl.com.
Hunting Down Old Adhesive Melter Parts
An interesting fact about the packaging industry that most people don’t realize, is that purchasing agents become avid internet hunters when it comes to finding parts for their old equipment. There are several resources out there, the largest being eBay, for purchasing agents to find and buy parts for their old adhesive melters. The problem is, when buying from a bid platform, you never know what you are going to get. If you are looking for an old part, for a melter that is more than 20 years old, the part you find online could either be used or the wrong part. Also, with most online bid platforms, you get what you get. There are no returns or exchanges for your actual part. And in most cases, you get what you pay for.
Universal Systems SE realizes how important it is to be an online resource of purchasing agents, which is why we have invested in becoming “searchable”. In the last couple of years, we have launched a new website, added more products, and increased the number of cross-reference IDs on our website. We have added pictures, spec sheets and custom contact forms to help purchasing agents get exactly what they need. We are also working on making sure that we show up in the search results when purchasing agents Google old part numbers or manufacturers.
The benefit of buying from USSE is that all of our equipment is new, in stock and you can talk with a technician to make sure it will fit with your current equipment. Another key aspect of working with USSE is our staff of knowledgeable engineers that have been around adhesive melters and packaging line equipment for over 40 years. If you have a question about your old melter, we are most likely the only company in the industry that can answer it.
To test out the knowledge of our technicians, give us a call at (800) 848-5018. We are certain we can get your old equipment back up and running in record time.
How Winter Weather Impacts Your Packaging Line
As we head into the New Year and the weather gets colder, you may be experiencing inconsistencies with the adhesives on your packaging lines. What most line operators and maintenance managers do not realize is that the location of your packaging line in the plant can play a large role in the dependability of your adhesive.
This time of year, we receive several troubleshooting calls regarding hot melt consistency, heated hose and gun temperature consistency and glue stringing. It is important to take the external environment into consideration when attempting the first step in troubleshooting some of these problems. One of the first questions to ask is: where is your packaging line located? For example, if it is at the end of the packaging process, which it most likely is, then it might be on the exterior wall of your plant. Or it might be near an external door or window. If it is on the outskirts of the plant facility, and you are located in a part of the United States that is cold in the winter, then the outside temperature could be impacting not only the viscosity of your glue, but the heating time of your glue and its adhesion ability.
Every time your line operator opens the fill door on the hot melt tank, the external air hits the existing glue and cools it off. Even if the lid on your tank is only open for a few minutes, that could impact not only the current glue in the tank reservoir, but the glue you are adding to the tank. Especially if you are adding in cold glue. If your glue pellets are colder than normal, it will take a longer amount of time to heat them. A solution to this issue would be to invest in an auto-fill hot melt application system. Universal Systems SE manufactures the ProBilt™ Phoenix Auto-Fill Application System. Not only will this system help in the winter months, it helps all year long by drastically reducing the number of times your line operator needs to add glue pellets.
Another important task would be to inspect your system setup for any cold joints. A cold joint would be any unnecessary extensions that you have added throughout the adhesive application process. Most cold joints are found on older machines that used larger sized extensions and filter housings. For example, the older gun filter assemblies had larger filter housings and longer extension joints, that are unnecessary and can inhibit the consistency of hot melt flow. The more cold joints on the system, the more inconsistent the glue will heat and stay heated throughout the entire application process.
If your main problem is glue stringing in the colder months, an easy solution would be to shorten the distance from the nozzle tip to the top of the box. Limiting the amount of time the glue has to travel in the air will help to lessen the problem of stringing, which can cause a weakened seal on the box.
For any further information on the ProBilt™ Phoenix Auto-Fill Application System, or to speak to a technician about any troubleshooting of your adhesive application system, please call Universal Systems SE at (800) 848-5018 or email sales@ussefl.com.
Zero Cavity Modules and What They Are Used For
There are several different set ups available for your hot melt application. That’s because not all industries use glue application for the same reason. The most common form of hot glue application is standard case packers for mass production high speed packaging. Typically, those lines use standard H200 modules. However, glue application is used to seal other, more specific products. For example, swirl pattern modules are used for glue application on feminine hygiene products, diapers and also for sealing air filters. This blog is going to specifically explain zero cavity modules and what industries use them and why.
Zero cavity modules have a very specific look, with a nozzle head attachment rather than a screw on nozzle. They also come with an E-Z Micro Adjust attachment to manage precision glue application. This nozzle & micro-adjust feature is custom manufactured for precise glue placement on smaller boxes, such as crayon boxes or pharmaceutical products. This unique technology allows for line operators to place a small amount of glue on a small, predetermined location without creating any stringing. Typically, because of this precise requirement, most zero cavity modules are made with either a .008 or a .012 diameter orifice, so that there can never be too much glue applied.
Because zero cavities have a matched piston needle and seat, when they finally wear out, most manufacturers require customers to replace the entire module. Universal Systems does not. We manufacture a rebuild kit specifically for zero cavity modules for a fraction of the price of replacing an entire module. Check out our rebuild kits here: https://www.ussefl.com/products/hot-melt-modules/module-rebuild-kits/.
Not many hot melt application manufacturers offer zero-cavity modules. Luckily, here at Universal Systems we have been manufacturing this specific module for over 25 years. If you would like to learn more about zero cavity modules or get a price quote, please reach out to sales@ussefl.com or call (561) 272-5442.
Managing Your Glue Usage in Packaging
Hot melt adhesive is not cheap and you may notice that the prices are only going up. What purchasing agents might not know, is that a lot of packaging lines are using more glue than is actually needed. There are a few simple ways to manage your actual glue usage and help cut costs to manage your budget.
Nozzle Diameter
The first step in managing your glue usage, is knowing the diameter nozzle tip you are using in your packaging lines, and understanding why you are purchasing that size. A lot of times, our sales reps will get calls from customers that want to buy larger size nozzle tips because their line operators are saying there is not enough glue being released on the cartons. Obviously, as you increase your nozzle tip diameter, the more glue you are going to use overall and increase your yearly costs for adhesive. This can also cause several other issues, such as potential sealing issues if the hot adhesive does not have enough time to dry as it moves along the cartoner. If your line operators are asking for larger diameter nozzles, question them as to why.
Evaluate Set-up
If your line operators are stating that the glue is not keeping the packaging closed, which is why they need larger nozzles, evaluate your setup. Check the distance your gun applicator is to your carton and at what temperature you are heating your adhesive. If the adhesive is not hot enough and your gun is too far away from the application site, the adhesive could be cooling before it even hits the carton which is why it is not creating a tight seal. Simply increasing your heating temperature or moving your gun applicator closer to the end application site could solve this issue. You could also be putting down too much glue already. If you have a high-speed packaging line, and put down too much glue, the speed will not allow time for the large amount of glue to dry.
Change Your Filters
Another simple solution to managing your glue usage, is to check both your tank and gun filters. If your nozzles are clogging frequently, causing the line operators to buy larger diameter nozzles, they may be clogging due to char. Char is a typical occurrence in hot melt packaging, but the transfer of most char can be prevented by regularly changing your tank and gun filters. These filters will extend the life of both your modules and nozzles.
For more information or tips on how to increase your packaging line efficiency and lower your costs, call a Universal Systems representative at (561) 272-5442 or email us at sales@ussefl.com.
The Importance of Utilizing Cross-Referencing
The packaging industry is entering the time of year when budgets are getting tight, but replacement parts are still needed. Universal Systems SE will cross-reference any of our competitor item numbers and get you high quality replacements. Cross-referencing Nordson item numbers to Universal Systems SE item numbers will help to lower your cost and keep your packaging lines running longer!
You will also notice that our competitors change their part number often. This is why we offer the search bar on our website for any cross-reference numbers you might have. Some of the most common cross references are listed below. If you purchase any of the parts listed on a regular basis, please feel free to call us today! We guarantee that all of our products are quality control tested before leaving our facility and we stand by all of our products with strong warranties.
Adhesive Systems:
P10, 1022234, 1022235, 276881, 276882, 276883, 276884, 276885, 276886, 276033, 276034, 238310, 243666, 168204, 166535 à ALL of these item numbers match USSE # D100-644
Heated Hoses:
4 Ft. Hose:
107288, 129556, 100120, 274791, 276151 –> 4104
6 Ft. Hose:
107286, 129557, 100121, 274792, 276152 –> 4106
8 Ft. Hose:
107287, 129559, 100122, 274793, 276153 –> 4108
10 Ft. Hose:
107289, 129561, 100123, 274794, 276154 –> 4110
12 Ft. Hose:
107310, 129562, 100124, 274795, 276155 –> 4112
16 Ft. Hose:
104008, 129564, 100125, 274796, 276156 –> 4116
20 Ft. Hose:
223838, 223836 –> 4120
24 Ft. Hose:
129565, 100832, 100126, 274797 –> 4124
Applicator Guns:
H200 1 Module AO/AC
8503717, 8505756, 8505768 –> 39105
H200 1 Module (AO/SC)
274596, 224939, 8503591, 8503686 –> 39107
Modules:
H200 (AO/AC)
1052927 –> 29215
H200 (AO/SC)
272282, 276119, 326583, 331979, 1048115, 2210, 2219, 2400, 2410 –> 29219
For any other questions on cross-referencing, please call (561) 272-5442 or email sales@ussefl.com.
Line Operators: The First Line of Defense
Understanding hot melt tank systems is no simple task. It usually takes years of experience to learn how to effectively manage adhesive systems and keep your packaging line running efficiently and effectively. Universal Systems SE understands that new line operators come into work and might need help learning which items to replace and how to replace them the correct way. That is why we offer technical support to all of our ProBilt™ customers!
There are several maintenance tasks that we recommend be completed on a regular basis to keep your adhesive system free of char and debris, which is the number one culprit in bringing down a line. Below is an easy maintenance checklist that each line operator should have in hand.
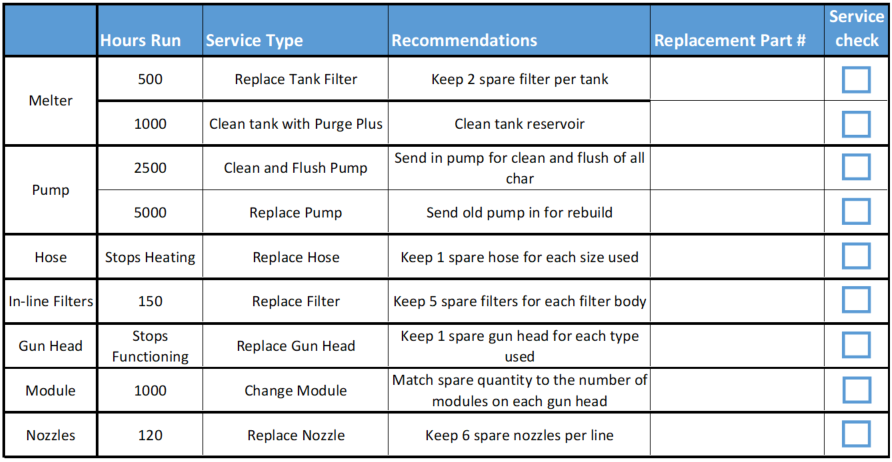
We recommend that you print this checklist out and give it to every shift that operates the packaging line. Keep in mind that changing out items such as gun heads, modules, filters and pumps all require you to clear the old lines and remove the air pressure before re-installation. Releasing the air pressure and removing all old adhesive will ensure that all seals stay intact and reduces the char transferred from the old to the new parts.
If you need help changing out parts or have questions about which items need to be changed regularly, please call (561) 272-5442 or email sales@ussefl.com.